

使用铌含量多达0.11%的低碳概念钢,在管道制造过程中,使用埋弧焊(SAW),以及在现场环缝焊接过程中使用较低热量输入工艺如气体金属电弧焊(GMAW),都能够改善管道焊接区的性能。这些显著的优势主要来自于这种钢在焊接过程中的热影响区(HAZ)晶粒粗化的阻力。
热影响区
紧靠焊缝的热影响区(HAZ)中形成的微观组织是一个许多变量的函数。这些因素包括钢的成分、钢板或钢卷的厚度、焊接工艺的选择、热输入、焊接速度和焊接道数。所有这些因素都会影响焊接过程和焊接后的加热和冷却速度。最终,所有这些变量决定了在较粗晶粒HAZ中形成的晶粒尺寸,并决定了这一重要区域的力学性能。
 改编自 K.E.Easterling, “Introduction to thePhysical Metallurgy of Welding”, second ed.,Butterworth-Heinemann, 992.
改编自 K.E.Easterling, “Introduction to thePhysical Metallurgy of Welding”, second ed.,Butterworth-Heinemann, 992. 铌在热影响区的作用
通过使用电子背散射衍射法(EBSD)对以下钢材的焊接接头进行分析,可以进一步了解这种晶粒细化。当铌的含量在0.08%到0.11%的范围内时,这种效应在很大的热输入范围内得到了最大化。这一重要作用与固溶中铌的其他独特属性相结合,在所有相关条件下,确保了在管道制造和随后的环缝焊接过程中,都能形成最佳的热影响区微观结构和韧性。
 改编自 “The State of the Art of Long Distance Gas Pipeline in China”. Chengjia Shang - IGRC - Rio 2017
改编自 “The State of the Art of Long Distance Gas Pipeline in China”. Chengjia Shang - IGRC - Rio 2017 通过使用电子背散射衍射法(EBSD)对以下钢材的焊接接头进行分析,可以进一步了解这种晶粒细化。

电子背散射衍射(EBSD)图像显示了A钢和B钢从焊缝金属到基体材料的微观结构变化。从这些复制图像的文章显示,铌含量从0.07%增加到0.10%,再加上适当的“最佳实践”轧制流程,确保了在铌含量较高的B钢中产生最佳析出物尺寸分布。这使得粗晶热影响区(CGHAZ)的范围从0.07%Nb钢中的275μm减小到含Nb 0.10%的钢中的125μm。粗晶热影响区(CGHAZ)中的这些更细小晶粒导致了更细小的微观结构(更细小的板条束尺寸)。
铌对环缝焊接头的基体金属以及热影响区显微组织的影响
 Andrea Di Schino, Paolo Emilio Di Nunzio, Acta Metallurgica Slovaca, vol. 23, no.1, 2017
Andrea Di Schino, Paolo Emilio Di Nunzio, Acta Metallurgica Slovaca, vol. 23, no.1, 2017 铌对HAZ影响的其他支持性结果
焊接热量输入的增加与熔敷焊缝金属的增加直接相关,因此整体的焊接生产率也会随之增加。含有0.11%Nb钢的韧性对焊接热量输入的依赖性较小。
 Barbaro, F et al. Developments in the Control of Weld HAZ Properties in Modern Microalloyed Steels, SEAISI Convention & Exhibition, Vietnam, 2016.
Barbaro, F et al. Developments in the Control of Weld HAZ Properties in Modern Microalloyed Steels, SEAISI Convention & Exhibition, Vietnam, 2016. 在CGHAZ中,铌和钛能促进的晶粒细化。当铌含量在0.08%~0.11%范围内时,这种效应非常明显。奥氏体晶粒尺寸的控制以及由此带来的高铌钢CGHAZ中微观组织的细化直接结果是韧性的增强。
 Qingyou, Liu. “The Alloy Design and Weldability of HighPerformance Pipeline Steels”. Int’l Conf, on Pipelines and Linepipe Steels (ICPLP), Xi’an China, April 2015.
Qingyou, Liu. “The Alloy Design and Weldability of HighPerformance Pipeline Steels”. Int’l Conf, on Pipelines and Linepipe Steels (ICPLP), Xi’an China, April 2015. 进一步证明显示含有0.08% 铌的钢对焊接热量输入的敏感性较低
数据是来自CBMM合作项目的位于俄罗斯莫斯科的TsNIIChermet [I P Bardin Institute]。下表和图中的数据是根据以下引用的出版物改编的,并且描述了两种生产管线钢管的焊接性能。

 Frantov et al., ‘The Effect of Alloying and Microalloying Additions on Base Metal Properties and Weldability of X70/X80 Linepipe Steels’.Proceedings of the International Conference, Microalloyed Pipe Steels for the Oil and Gas Industry, Moscow, Russia, 2013.
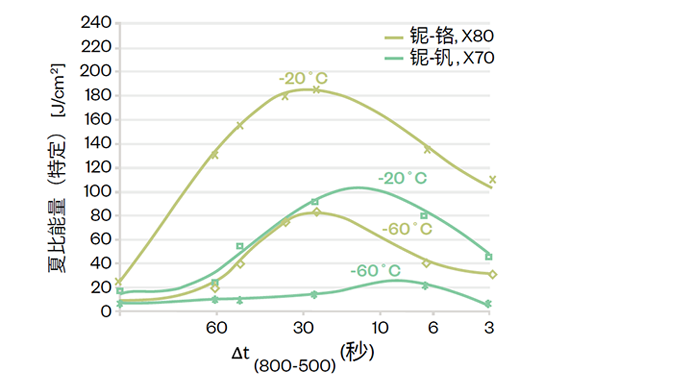
Frantov et al., ‘The Effect of Alloying and Microalloying Additions on Base Metal Properties and Weldability of X70/X80 Linepipe Steels’.Proceedings of the International Conference, Microalloyed Pipe Steels for the Oil and Gas Industry, Moscow, Russia, 2013. 在不同的试验温度和不同的冷却速率下,使用一个较高铌含量对CGHAZ夏比韧性的影响
这些数据表明,在所有相关的冷却速率范围内,含有较高铌的钢对增加的热输入具有明显的更高的灵活性和耐受性。在壁厚大于20毫米的厚壁管上进行气体金属弧环缝焊接(GMAW)时,一个可能应用的10千焦/厘米的热输入会导致这个冷却时间t(800-500)小于5秒,而同一材料在管道轧机进行多弧埋弧焊时,一个40-50千焦/厘米范围内的热输入会导致这个冷却时间t(800-500)在50-90秒之间。
在实际管道中的验证结果
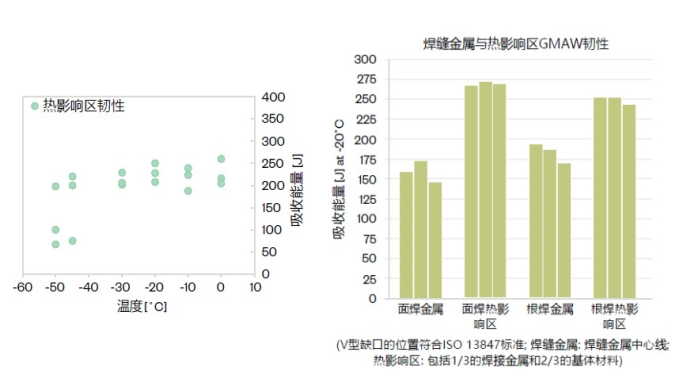
示例1:直径为1219毫米,厚度为23.7毫米的管道,采用了安赛乐米塔尔生产的X70钢,其中铌含量高于0.08%。
SAWH和GMAW的焊缝均都表现出优良的性能
 改编自 Güngör, O.E. et al. - Girth Weldability Evaluation of SAWH Pipes Produced from 23.7 mm Thick, High-Nb Containing X70Linepipe Steel, Proceedings of the 2014 10th International Pipeline Conference, Calgary, Alberta, 2014.
改编自 Güngör, O.E. et al. - Girth Weldability Evaluation of SAWH Pipes Produced from 23.7 mm Thick, High-Nb Containing X70Linepipe Steel, Proceedings of the 2014 10th International Pipeline Conference, Calgary, Alberta, 2014.
例2:中国-俄罗斯东部天然气管道应用的是直径为1420毫米、厚度为21.4毫米的螺旋管。
 改编自Huo Chunyong, H. et al. Latest Development and Application of High Strength and Heavy Gague Pipeline Steel in China, The 26th International Ocean and Polar Engineering Conference Rhodes (Rodos), Greece, 2016.
改编自Huo Chunyong, H. et al. Latest Development and Application of High Strength and Heavy Gague Pipeline Steel in China, The 26th International Ocean and Polar Engineering Conference Rhodes (Rodos), Greece, 2016.
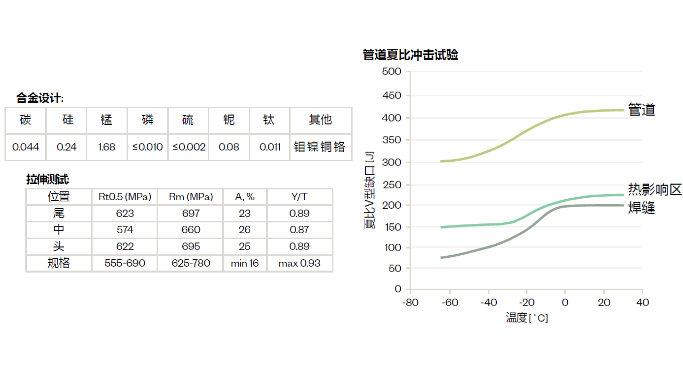
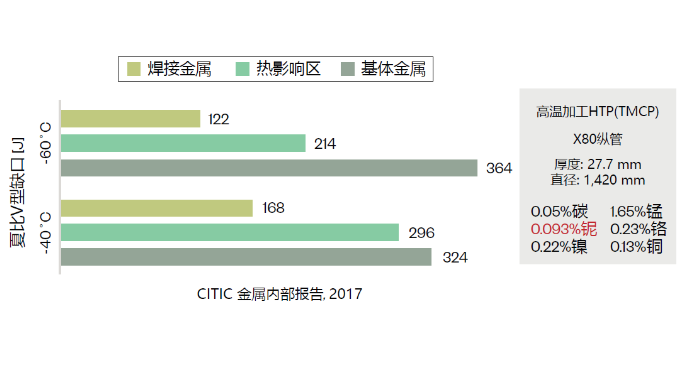
例子3: 直径为1420毫米和厚度为27.7毫米的纵管,是另一个高铌钢项目的好例子。
以其它格式查看此内容
-
2.22 MB

我们的技术专家和顾问团队热衷于帮助了解以下方面的更多信息:
如何将这一冶金概念应用于您个人的炼钢和热机械加工技术;以确保管道制造和焊接技术的最大收益;
用于管道制造和后续焊接的最佳质量板材或线圈的生产工艺。



